




合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
電化鋁燙金燙不上可能和膠粘劑的表面張力有關
來源:燙印世家 瀏覽 966 次 發布時間:2022-10-08
紙都壓破了,版都快冒煙了,電化鋁還是燙不上?這個問題對于燙金行業的老師傅不是個新鮮事,時不時會遇上。解決的辦法主要有兩種:
一、更換適配的電化鋁;
二、承印基材上印刷一層適合電化鋁燙印的光油(或某種涂料),然后再正常燙印。
我們來簡單分析一下這兩種方法背后的機理。
首先回顧一下燙金的原理,燙金簡單來說就是熱轉印(熱壓轉移印刷),就是利用加熱加壓的印版(燙金版)將電化鋁的轉移層(轉移層包括:脫離層、染色層、鍍鋁層、膠粘層)轉印到承印物上。基本工藝就是,在加壓、加溫下,電化鋁受熱后脫離層的有機硅樹脂和膠粘層的熱熔樹脂融化,整個轉移層脫離基膜并轉移到承印物表面。
如果壓力足夠了,溫度也足夠了,但還是燙不上,可能問題出在膠粘層與承印物之間的配合上,也就是電化鋁的膠粘層與承印物表面的親和力出了問題。從本質上說,電化鋁轉移到承印物上的過程是一個粘接的過程,當然這是一個需要加熱粘接的過程,所以我們跳出燙金小圈子,先來看看膠水粘接的機理。
膠水粘接作用的形成,有兩個基本條件:一是潤濕性,二是粘合力。
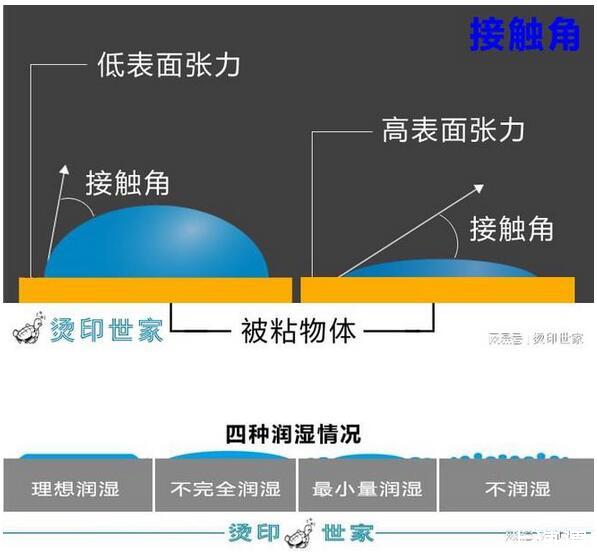
一、潤濕性,是液體在固體表面的鋪展現象,也就是液體對固體的親和性。兩者間的接觸角越小,固體表面就越容易濕潤。潤濕性主要由膠粘劑和被粘物的表面張力所決定。如果膠粘劑的表面張力等于或小于被粘物的表面張力時,膠粘劑可以較好地潤濕被粘合的表面,良好的潤濕性為良好地粘接打下了基礎。
二、粘接力,膠粘劑對被粘物的潤濕只是粘接的前提,要達到粘接的目的,還必須形成粘接力才行。粘接力是指膠粘劑與被粘物之間的連接力,粘接力是膠粘劑與被粘物在界面上的作用力或結合力,包括機械嵌合力、分子間力和化學鍵等。
粘接作用的形成,潤濕是先決條件,粘接力是決定因素。
沒有適當的潤濕,膠粘劑就無法鋪展在粘接面上,也就是無法形成足夠量的粘接界面。
為了獲得良好的潤濕,膠粘劑的表面張力必須等于或小于被粘接物的表面張力。
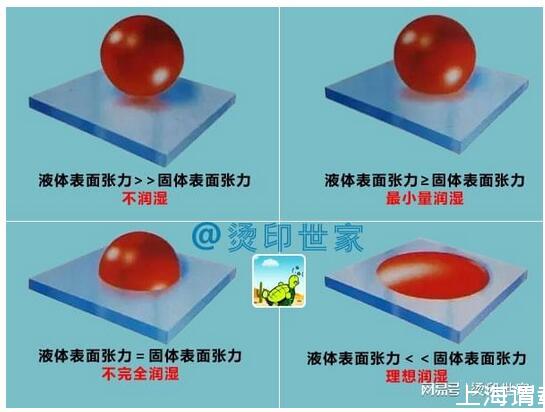
下圖直觀演示了四種潤濕情況:
印刷行業一般用達因值來表示承印物表面的張力值,可反映出該承印物的印刷適印性。
什么是達因值:
達因值是一個通俗叫法,準確的說應該是表面張力系數,表面張力的單位在SI制(國際單位制)中為牛頓/米(N/m),但仍常用達因/厘米(dyn/cm),1dyn/cm=1mN/m。綜上所述,達因值其實是達因/厘米的俗稱,表述的是表面張力系數的大小。
達因值在印刷中的應用:
達因值可反映承印物的適印性,選用的油墨要與之接近并略低于才能達到最好的印刷效果。
對于承印物為電暈處理的薄膜材料,要達到良好的油墨潤濕,達因值通常需要38達因以上,低于36達因就容易出現掉墨問題,這一問題的實質是承印物的表面張力問題。
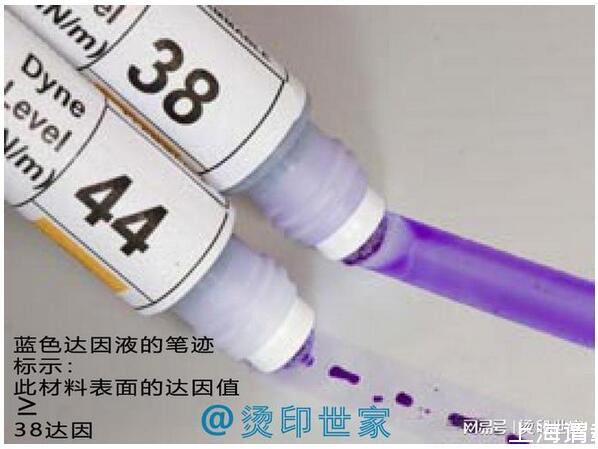
如何測量達因值:
達因筆是一種簡便的測量表面張力的方法,常用于快速檢查PE和PP以及大多數非吸收性基材的表面張力。達因筆有36、38、40、42、44等各種規格,其表達的就是相應的表面張力系數。
如何使用達因筆:
使用時,只需將達因筆劃過材料表面,液體要么在表面上形成連續的薄膜,要么又會卷回液滴。如果達因測試液作為薄膜保留3秒或更長時間,則材料將具有該墨水的表面張力。如果達因測試液在不到1秒的時間內回流到液滴中,則材料的表面張力低于該墨水的表面張力。
燙印對于承印基材的達因值要求:
對于燙金而言,一般承印基材表面的張力應不低于38達因,達到或超過40被認為是理想的,這樣的表面才能獲得滿意的燙印效果。如果達因水平低于38,則電化鋁不會正常轉移。所以燙印機臺應常備36、38、40三種規格的達因筆。

從上表中可以看出,為什么白卡紙上的燙印效果要比復合卡紙好,因為白卡紙上的表面張力大。
各位燙印師傅們,以后再遇到燙不上的情況,拿出達因筆測試一下承印物表面的達因值吧。