




合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 定性分析聚合物界面張力與系統黏度比之間的關系——數值仿真結果、結論
> 定性分析聚合物界面張力與系統黏度比之間的關系——數值模擬、實驗研究結果
> 定性分析聚合物界面張力與系統黏度比之間的關系——實驗部分
> 探究LB復合膜的酸致變色特性
> 受磷脂雙分子層啟發構建ZIBs兩性LB膜——制備高性能碘正極新思路
> 納米活性顆粒表面潤濕性測量方法及具體操作步驟
> 人工沖洗升級為超聲波清洗,可改善新能源電池沖壓配件的表面張力
> LB法組裝Silicalite-1型分子篩晶粒層,制備出高度b-軸取向的ZSM-5分子篩膜
> 微量天平高靈敏測定雞肉中磺胺類藥物含量
> 超低軌衛星環境效應研究也會用到超微量天平?
表面張力貯箱電子束焊接設計要求及與焊縫熔深之間關系
來源:火箭推進 瀏覽 455 次 發布時間:2023-12-12
通過研究對接式和搭接式焊縫試板電子束流與焊縫熔深之間的關系、焊接順序與角變形高度之間的關系,得出了表面張力貯箱前(后)艙推進劑管理裝置上(下)組件電子束焊接工藝規范,即加速電壓為60 kV,焊接速度為500 mm/min,工作距離為300 mm,電子束流為6 mA,聚焦電流為2.11 A,電子束偏移量為0.1 mm的焊接工藝規范。采用該工藝規范焊接的表面張力貯箱前(后)艙推進劑管理裝置上(下)組件焊后和振動試驗后的泡破點實測值滿足設計要求。該表面張力貯箱已用于某型號上面級液體發動機。該發動機已通過了地面熱試車考核。
表面張力貯箱性能優越、可靠性高,廣泛應用于液體火箭發動機和推力裝置之中,已經成為軌姿控液體火箭發動機和推力裝置實用的主流貯箱。貯箱在液體火箭發動機和推力裝置中是用來存儲和管理推進劑的,其主要作用是:在一定的流量和加速度條件下,為發動機或推力裝置各個階段的工作供應不夾氣的推進劑;防止、阻尼以及衰減推進劑的大幅晃動或其它有害運動;保持和穩定貯箱內推進劑的質心位置,以防止發生過大偏移;在意外情況或再次加注推進劑時,確保貯箱不夾液排氣。表面張力貯箱的核心部件是安裝在貯箱殼體內部的推進劑管理裝置,該裝置根據使用的毛細元件,分為篩網式、孔板式和網板組合式推進劑管理裝置。篩網式推進劑管理裝置采用編織的不銹鋼或純鈦篩網組件作為多孔毛細元件;孔板式推進劑管理裝置采用激光或電子束打孔的薄板組件作為多孔毛細元件;網板組合式推進劑管理裝置采用篩網和孔板組件作為多孔毛細元件。本文介紹的表面張力貯箱采用篩網式推進劑管理裝置,該裝置是通過電子束焊接成型的。
表面張力貯箱電子束焊接設計要求
電子束焊接具有能量密度高,熱輸入量小,能量易于控制等特點,表面張力貯箱篩網式推進劑管理裝置采用電子束焊接完成,焊接表面張力貯箱篩網式推進劑管理裝置時,要求焊接變形量小,焊接精度高,焊接成型的篩網式推進劑管理裝置要求滿足設計技術要求。篩網式推進劑管理裝置的結構示意簡圖見圖1,它由下壓板、下普通支板等構成,材料為1Cr18Ni9Ti,圖中的粗黑線為電子束焊縫位置。表面張力貯箱篩網式推進劑管理裝置組件通過振動試驗后泡破點值Δpcr≥5.6 kPa。
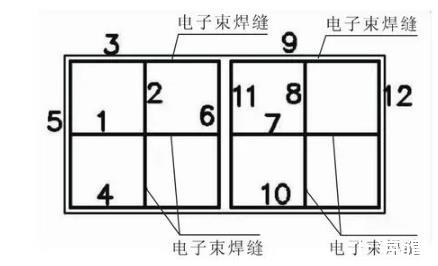
圖1后艙管理裝置下組件結構及電子束焊縫位置示意圖
要獲得表面張力貯箱篩網式推進劑管理裝置組件電子束焊接工藝規范,需采用與產品厚度和材料一致的標準試板進行電子束焊接工藝試驗,根據標準試板焊縫熔深的檢測結果,以確定準確、合適的表面張力貯箱篩網式推進劑管理裝置組件電子束焊接工藝規范。
電子束焊接工藝試驗
表面張力貯箱前(后)艙篩網式推進劑管理裝置上(下)組件焊縫分為對接式和搭接式焊縫,表面張力貯箱篩網式推進劑管理裝置組件焊后和振動試驗后的泡破點值Δpcr≥5.6 kPa,為此,對接焊縫熔深h對接≥1 mm,搭接焊縫熔深h搭接≥0.8 mm。為了減少電子束焊接過程中的熱輸入量,在每個支板組件的邊緣通過銑切機加工,加工出了厚度h=0.5 mm,寬度l=1 mm的臺階。
篩網泡破點
當采用篩網作為表面張力貯箱推進劑管理裝置的毛細元件時,篩網所能維持的最大靜壓力即為篩網的泡破點值Δpcr,也就是氣體穿過篩網時所需的壓差,其關系式見公式1:

式中:DBP為篩網的有效孔徑,mm;Δpcr為篩網的泡破點值,kPa;σ為工作介質的表面張力,N。
由公式1可知,篩網泡破點值理論上與工作介質的表面張力和篩網的有效孔徑有關,在工作介質一定的情況下,控制電子束焊接過程中篩網孔徑的變化是確保電子束焊接后篩網泡破點值滿足設計技術要求的關鍵環節。
結論
在研究對接式和搭接式焊縫試板電子束焊接工藝電子束流與焊縫熔深之間關系以及焊接順序與角變形量之間關系的基礎之上,得出了電子束焊接表面張力貯箱前(后)艙推進劑管理裝置上(下)組件的工藝規范,即加速電壓為60 kV,焊接速度為500 mm/min,工作距離為300 mm,電子束流為6 mA,聚焦電流為2.11 A,電子束偏移量為0.1 mm的焊接工藝規范。采用該工藝規范焊接的表面張力貯箱前(后)艙推進劑管理裝置上(下)組件焊后的驗收和鑒定量級振動試驗后的泡破點實測值滿足設計要求。由此說明:表面張力貯箱推進劑管理裝置電子束焊接工藝及其方法是合理可行的,焊接工藝規范是合適的、正確的。采用該工藝規范焊接的表面張力貯箱已用于某型號上面級液體發動機,該發動機已通過了地面熱試車考核。